HK7
Spectrophotometer for continuous online colour measurement
Range of Application
Colour measurement based on the standard CIELab or ICUMSA- standard. Continuous online measurement of colours. Colour measurement of products with smooth and planar surfaces,
no abrasive or bulk material.
|
Guideline
 |
The CIELab-System is a colour space, which was specified by the International Commission on Illumination CIE (Commission Internationale d'Eclairage)
in the year 1976. It was further derived from the CIE colour system and is based on the CIE “master” space which was introduced in the year 1931.
CIELab system is today the most common colour system. On the basis of this equipment independent 3D-colour model, colour differences can be identified numerically.
The model is impartial and complies nearly the human perceptiveness, by adapting the geometrical distance between two colours in the colour space with the
human perception.
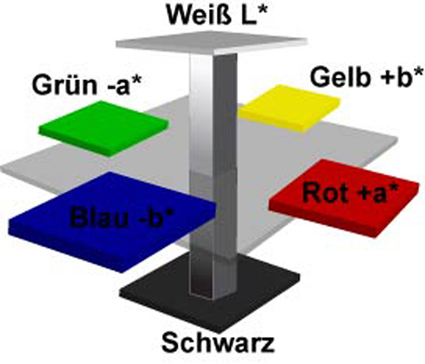
The measured spectral curves will be reduces on three coordinates.
The axes of the coordinates are positioned rectangular on each other:
L* ,the light intensity, from 0 = absolute black to 100 = absolute white.
a* describes the red - green axis. Negative values are green, the positives are red.
b* describes the yellow - blue axis. Negative values are blue, the positives are yellow.
Therewith the colour can be accurately described in the colour space. The calculation is effected under consideration of a standard light and an ordinary observer,
that is, the colour values are calculated under defined physical conditions. |
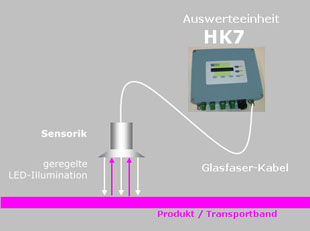
Functionality
Continuous, controlled LED illumination and identification of the product colour in the colour space after CIELab or ICUMSA- standard. The evaluation results in the visible
light sector from 390 - 720 nm. The distance between sensor system and product has to be kept constant.
The four measurement results L*, a*, b* and dE are available at four separate 0/4 - 20 mA channels.
|
 |
|
Technical data
Housing:
Size LxWxH
Enclosure
Color |
pressure cast aluminum housing
280 x 230 x 110mm
IP65 / NEMA 4
RAL 5024 |
Connections
Power supply
2 analog outputs
2 PC interfaces
connection sensor – evaluation unit
PROFI-BUS-DP
sensor system |
100-240V AC, optional 24V DC
0/4 - 20 mA
RS 232 or RS 485
fibre optic cable
optional
LED-illumination with 9 LEDs |
User interface
Operating
Display |
6 integrated soft keys in keypad
2 x 24 characters illuminated |
Ambient conditions
Environment temperature
Product temperature |
-20°C to +40°C
-20°C to +70°C |
Flyer HK7

|
|
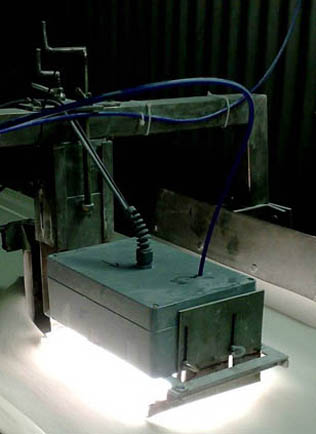
Measurement Design
The sensor system is located at a constant distance over the product surface. The product surface is aproximatively smooth and planar. The products
(metals, Textiles, food, plastics) are moving on a conveyor belt under the sensor system. Fine powder products are planed by a scraper. For the attainment
of top-quality measurement results the environment has to be dust-free. With the option “compressed-air“ the measurement can be kept free of dust.
Applications
The range of feasible applications is very large. The material of the product is not relevant, but the surface has to be aproximatively smooth and planar.
Applications:
- Plastics industry
- Food industry
- Automobile industry
- Textile industry
- Chemicals industry
- Printing industry
- Lamination industry
- Cosmetics industry
- Research
|
- Coating of chip boards
- Lacquering of plates
- Surfaces of cheese blocks
- Textiles, panels, webs
- Degree of whiteness i.e. sugar
- Meat Processing
|
HK7-Versions
HK7-1: basic configuration
HK7-2: basic configuration + automatical white balance
HK7-3: basic configuration + measurement of degree of white index + triple sensorsystem
HK7-4: basic configuration + measurement of degree of white index + triple sensorsystem + automatical white balance
Advantages
In difference to spectrophotometers from the competition, the HK7 is not operating with Xenon-Flashlight. The controlled LED illumination gives an improved stability of
the measurement.
Technical Data
Measure geometry |
45/0
Spot size at 100mm distance appr. d=60mm |
Standard lights |
D65, A, C, |
Standard observer |
2° (1931), 10° (1964) |
Colour space |
CIE L*a*b*, dE* |
Spectral range |
390nm – 720nm |
Spectral resolution |
1,3nm |
Gauge head dimensions
HK7-1:
HK7-2:
HK7-3:
HK7-4: |
120 x 120 x 90mm
120 x 220 x 90mm
230 x 280 x 110mm
230 x 280 x 110mm
|
Calibration |
With implemented white standard |
PC-interfaces |
serial RS232 / RS485 |
Calibration
The calibration of the HK7 is done with our easy to use Colourmaster software.
Examples
HK7-spectrophotometer: Colour measurement of syntetic sausage casing
HK7-spectrophotometer: colour measurement degree of whiteness sugar
|